
Innovation management methods and tools for sustainable product service systems (With a Case Study)

Editor | On 13, Apr 2005
Corresponding author: Ahmad Abdalla
South-Westphalia University of Applied Sciences
Luebecker Ring 2
59494 Soest, Germany
Tel.: +49 (0) 2921 378414
Fax: +49 (0) 2921 378404
Email: Abdalla@innopse.de
Co-authors:
Berthold Bitzer
South-Westphalia University of Applied Sciences
Luebecker Ring 2
59494 Soest, Germany
Tel.: +49 (0) 2921 378410
Fax: +49 (0) 2921 378412
Email: bitzer@fh-swf.de
Danny Morton
Bolton Institute, Deane Road
Bolton BL3 5AB UK
Tel: +44 (0) 1204 903040
Email: D.Morton@bolton.ac.uk
Abstract
Sustainability guarantees the continuous availability of resources for the well being of man and society through preserving the environment and concurrently raising the living standards. To this end, Product Service Systems (PSS) play major role in shifting the economy to be more sustainable with more added value.
Carrying sustainability to future systems, products and services requires the availability of sustainability awareness starting from the design and development phases. This paper provides an example of implementing this concept through presenting a PSS development strategy through the development of a “Simulation Product Service of Material and Energy Flow in Production Facilitiesâ€. The strategy is more directed to implement innovation management (IM) methods and tools with TRIZ (Russian acronym for inventive problem solving) at its core. Providing a systematic methodology that can be used for improving and/or designing new PSSs and uncovers the strengths and applicability of the TRIZ methodology in fulfilling the concept of PSSs.
Introduction
This work is emanating from the INNOPSE project (INNOvation studio and exemplary Product Service Engineering, an EU funded project under the fifth framework ‘Competitive and Sustainable Growth’ programme). In brief, the project is split into three interdependent strands: the first strand conducted research and a survey to identify the general obstacles that hinder innovation, especially for SMEs for the purpose of identifying ways and means to overcome these obstacles. The second strand, the innovation studio, houses infrastructure in terms of hardware and software designed to provide innovation management (IM) with the state of the art methods and tools for idea generation and problem solving. The methods and tools in the innovation studio (with TRIZ being at the core) are implemented in order to facilitate the production of the third strand (the exemplary development of four Product Service Systems “PSSâ€).
The strategy developed in the innovation studio for the design and development of PSSs is implemented here and explained through the design and development of a new PSS namely “Simulation Product Service of Material and Energy Flow in Production Facilities†PSSs concept deals with products (which needs traditionally known means of management, production process, customer requirements, skills, technology…etc.) and services (which are the intangible part and require the identification of the market, means of delivery, value added, strategy and vision…etc.), the innovation studio PSS development strategy leaves this untouched and presents a simplified methodology of developing new and/or improving existing PSSs. It is, as Jelsma suggested [3] , based on fostering sustainability through starting from the environmental needs (general characteristics of PSSs) and then mapping the consumer wants (specific characteristic of PSS under design) to be in harmony with those needs. This strategy is simplified because it presents the concepts and the implementation of methods and tools to analyse the situation for problem identification and to generate solution ideas and concepts. These ideas and concepts are then inputted to the different traditional stages of product and service development and delivery (beyond the responsibility of the innovation studio).
PSS quick review
The concept of product service systems is an imperative milestone to achieve sustainability, economical developments and environmental awareness. PSSs are the tools by which societies can reach environmentally sound economical developments, enhanced quality of life, introducing new businesses and utilizing existing resources to guarantee sustainable developments. They create values for both the customers, through adding quality and comfort or by providing customized solutions, and for the providers through introducing new business fields and functions, reducing the investment capital by utilizing the resources, and enhance the quality of information collected from customers through the continuous contacts.
There are three major categories of characteristics that define a PSS [4] , [6] , these are:
1. Reduction and optimisation of use of resources
2. Adding value for customers (quality, comfort, reduced costs, time) through the delivery of the product’s function in a form of service
3. Sustainable, economic and environmental friendly
For a successful development of PSSs that provide satisfying functions to the customers want, it is imperative, in general, to identify certain factors that play roles in the development of a PSS that delivers satisfaction to the customers. Knowledge about these factors can be achieved and strengthened by conducting an early phase study about the situation. These factors can be summarized as:
1. Knowledge about the customers requirements: the introduction of a new PSS or the replacement of an existing product with its function requires the availability of knowledge about the requirements of the customers, their work environments, resources…etc.
2. Technical knowledge about their products and quality improvement.
3. Means of delivery: i.e. transportation means, involved materials, personnel, marketing…etc. there is also the need to identify any required support products/services for the main PSS.
Development strategy
The following sections will present the development strategy in more detailed explanation through the development of the simulation product service of material and energy flow in production facilities. Nevertheless, the strategy is, as shown in Figure 1, manifested in the following points:

Figure 1: PSS development strategy
1. Identify the opportunity: either by picking up a product and brainstorming additional functions, or by identifying an existing problem or need across a certain sector in the society, industry and or businesses. The outcome of this stage, similar to the problem definition stage in the TRIZ methodology, is a clear definition of the problem/s to be tackled.
2. Map the specific features and characteristics of the proposed PSS to that of the general characteristics of PSS in general (resource optimisation; value added; sustainable, economic and environmental). These mapped characteristics hint for new ideas and provide directions for applications.
3. Develop the PSS concept: at this stage the developer must have a clear idea to what the PSS shall provide and what problems to solve.
4. Implement TRIZ: based on the nature of the problem, choose between the different TRIZ tools to look for solution concepts. Use the ARIZ methodology of tackling problems to solve the previously identified problem/s and conduct a scan for the TRIZ tools looking for new ideas and directions for solutions.
5. Evaluate the results especially by checking the solution against the patterns of evolution and especially the law of increased ideality.
Developing an example
1. The opportunity: Situation background
Coolant is a major ingredient in most manufacturing processes, especially when it comes to machining and tooling. Early techniques in manufacturing used extra and uncontrolled coolant that polluted the environment and lead to health hazards and unsafe work environments.
Coolant usage for lubrication and cooling of machines and tools is necessary, but the inefficient use of coolant and the excessive amounts used is a problem that causes extra costs and constitute a key hazardous pollutant and safety factor. SMEs, who are resource restricted, are the most suffering from this problem. The diversity of factors (i.e. machine design, process, work piece, mist extraction process) playing roles in this problem makes it even harder for them to pursue viable solutions.
Existing remedies are scattered and vary according to the service provider (i.e. Minimum Quantity Lubrication technology, Filter technology, pumps variety … etc.). Still this does not provide an optimal solution because, for example, a filter solution technology provider will not recommend any other solution that does not include his products.
In general, the following points are common to most machining installation:
1- Coolant is the most used cooling material in the manufacturing industry.
2- The coolant is being pumped over the surface of the tool and the work piece (workspace).
3- Mist extractor handles the evaporated coolant and mist generated from the machining process.
4- Finished and coolant-wet work pieces transported on conveyor belt spreading coolant.
5- Poor designs of machines and transportation systems cause the spreading of coolant.
6- Inefficient use of coolant results in:
a. Extra costs
b. Pollution to the environment
c. Unsafe work environments
d. Health hazards.
The proposed PSS
The idea behind the proposed PSS is to give the SMEs in the sector of machining the opportunity to look into solutions for the coolant flow and excess usage problems in a short time and without incurring extra costs and/or efforts i.e. buying new equipment, machinery handling activities during the process (assembly, disassembly of machines for testing). In other words, the PSS will enable the SMEs to prioritise their solution options by identifying the critical point causing the most of the damage and/or according to their financial and economic priorities (i.e. return on investment (ROI) calculations). This is seen in developing a simulation software that can model the existing setup of the manufacturing process in order to identify the stages where the problem exist most, and provide solution options based on the simulation of alternative components for those identified weak points.
Defining the problems
Reviewing the situation background, it is clear that what is causing the problems identified in point 6 (from a to d) is the uncontrolled (excessive) and inefficient application of coolant. The process of coolant flow stretches across the whole production line (from pumping the coolant to the machining workspace to transportation to cleaning and the mist extraction process). The whole process can be divided into sub-processes, as indicated, each of them is contributing to the problem with varied degrees of seriousness. An identification of the most contributors with the most severe consequences can lead to the identification of solution options that vary according to technology, cost, speed of implementation and viability. It is here where most SMEs fall short of achieving because they lack the specialized knowledge (and personnel resources) to analyse their production mechanism in order to identify the weak points causing the inefficient optimisation of coolant flow and control together with the unavailability of affordable tools to help guide them do so.
To further define the problem/s, it is imperative to list all possible causes that lead to number
6 above (points a to d). Table 1 provides a list of these problems:
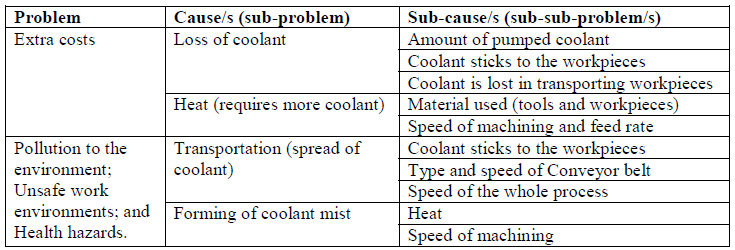
From the above table, it is evident that the borders between the problems, causes and subcauses are fuzzy. For example, extra cost can also be a result of pollution (governments oblige SMEs to adhere to the environmental laws) or any health hazard is going to cost the SME in terms of time and money. Similarly, the higher the speed of machining the more heat and the more mist and the more coolant used. Nevertheless, there has to be some kind of separation in order to simplify the solution process.
The problems that SMEs face in trying to overcome the previously identified problems are:
1. Lack of knowledge to analyse the system
2. Lack of resources (personnel, financial, time and equipment)
3. Unavailability of tools that help analyse the system (i.e. simulation software)
4. Physical analysis means interruption of production (more losses)
5. Lack of information about the alternatives (imagine an SME replacing its transportation system for example and then realizing that it is not the optimal solution)
The proposed PSS is meant to override these problems and presents solutions to the problems in Table 1. In short, the PSS will help SMEs identify the weak point/s in the coolant flow process and identify the alternative options (starting from the ideal case) with observed advantages.
2. Mapping characteristics
The purpose of mapping the specific characteristics of the given PSS from the general characteristic of PSSs is to form a strong link of coherency between the specific (wants of the customers) and the general characteristics (needs of nature) of the PSS. The second point from this mapping process is to identify possible solution options (or sub problems) for the originally identified problem/s simplifying the solution process by tackling more miniature problems in order to lead to provide a solution to the major problem (or to the one that is one level higher). In other words, the mapping process identifies the offerings of the new PSS and solves the problems within the PSS characteristics.
Table 2 shows the mapping results.
Table 2: mapping the proposed PSS characteristics to the general PSS characteristics
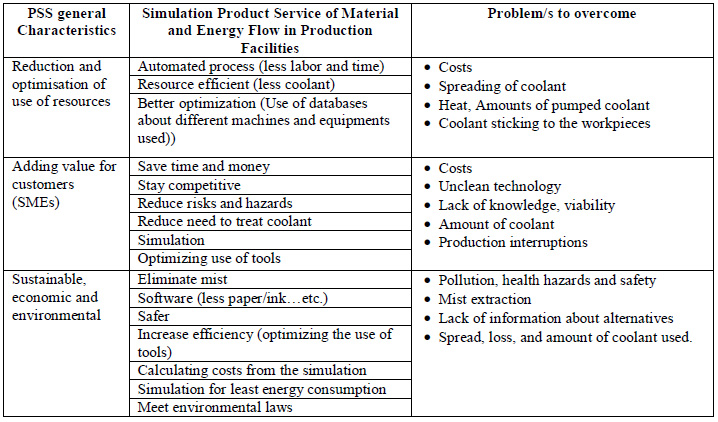
The mapping process helps in understanding the situation and hints for new ideas based on the general characteristics (i.e. the simulation for energy consumption is an added feature, reduce need to treat waste “coolant†is an added value…etc.). This process also identifies certain solution directions for the problems at hand i.e. production interruptions can be solved by introducing a simulation service, or “pollution, health hazards and safety†can be solved (or reduced) by “eliminating mistâ€â€¦etc.
3. PSS concept
To provide a service means that:
• The solution is repeatable to similar or quite similar situations using the same resources
• The service provider must provide different options for solutions (starting from the ideal case) to a given situation to match the needs of the customers (i.e. based on a service to costs ratio)
Coming from an engineering background, to analyse a given situation it is imperative to represent that situation in a graphical representation. Failing to do so, correctly, means that there is a missing chunk of knowledge. Taken from the ARIZ (the TRIZ tools for inventive problem solving) problem analysis procedures [1] , drawing a graphical model means that one must understand the functional relationship between the different objects in the system. From this point of view, Figure 2 represents the concept of the proposed PSS; the shadowed boxes represent the PSS components.
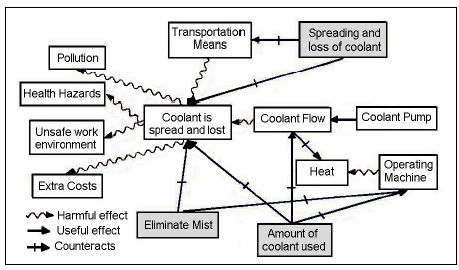
Figure 2: PSS concept
The PSS concept, derived from the previous analysis, can be stated as:
To provide a simulation services for metal machining SMEs facilities (production plans) in order to identify the weak points that are causing the most coolant related problems.
The general setup of the production plans in the sector of machining covers the following stages (most relevant to the coolant related problems):
1. Machining stages (with different types and designs of machines)
2. Transportation stages (wet finished workpieces are transported using containers and conveyor belts)
3. Mist extraction stage (including the different filtering systems)
The PSS is to provide solution options for the different stages identified as shown in Figure 2. To achieve this the simulation software shall include databases about the used machines and equipment, industry wide, describing their parameters (i.e. feed rate, speed, design, energy consumption…etc.)
4. Implementing TRIZ
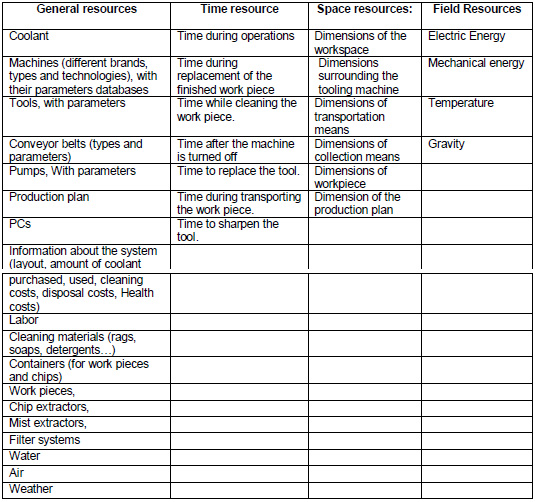
Resource identification
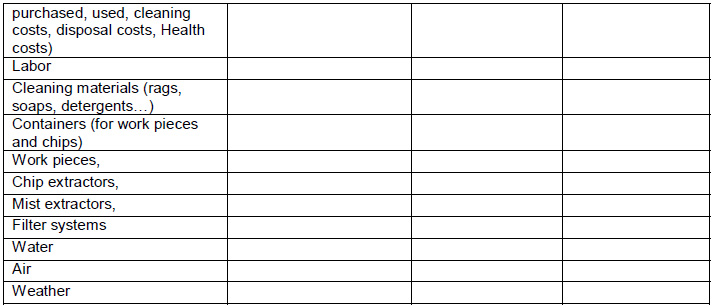
TRIZ focuses on the use of “existing†resources and elimination of contradictions. This concept is at the core of sustainability and can be further strengthened by reducing the amounts of used resources and avoiding the introduction of new resources as much as possible. For these reasons TRIZ emphasizes the identification of resources available for the system at hand. Generally, a resource fits one or a combination of the following elements [2] :
1. Any substance, including waste, available in the system or its environment.
2. Has the functional and technological ability to jointly perform additional functions
3. Constitutes an energy reserve, free time, unoccupied space, information, etc.
Following this definition, Table 3 lists the usually available resources in a given machining industry.

Ideas generation
In TRIZ, the solution ideas are generated, usually, by identifying the Ideal Final Result (IFR) and finding a contradiction in the system and implementing other TRIZ tools to solve the contradiction, utilizing existing resources, implementing a field and field sensitive substances, implementing patterns of evolution and the innovative principles in order to achieve that IFR.
In case of failure TRIZ says to step back from the IFR and do the same trials until a solution is reached [1] , [5] .
Ideality is defined as the quotient of the sum of the system’s useful effects, Ui, divided by the
sum of its harmful effects.
The IFR in the “Simulation Product Service of Material and Energy Flow in Production Facilities†can be stated, according to equation (1), as “to perform machining (useful effect) without the use of coolant (harmful effect)â€! When this is not possible, a shift one step backward is taken to simulate with minimum quantity lubrication. When that is not possible a simulation is taken to look for weak points to reduce the use of coolant and minimize the other consequences (environmental, health, safety and economic). In order to achieve these options, a solution has to be found for the previously identified problems.
The TRIZ knowledge base is the place where solution ideas can be generated. With no prejudice, a scan to the available tools in TRIZ is performed on the bases of the specific characteristics of the PSS and the problems identified, with the presence of the IFR and the backward steps in mind.
The following table summarizes the results from TRIZ tools scan looking for further solutions ideas for the development of the PSS:
Table 4: TRIZ tools scan for solutions

Both ideas 1 and 2 are concerned with the approach and development of the PSS; the remaining ideas are to be prioritised for further concept development for solution options.
Ideas prioritization
The evaluation of solution ideas in TRIZ is conducted by seeing whether the new solution gets the system closer towards ideality or the IFR. If all ideas do not get the system to IFR a step back from the IFR is taken and the ideas are evaluated based on the (reduced) IFR. This process is being repeated until a satisfactory solution idea is identified. This is the ideal (and most favoured) case when the target is to solve an identified problem.
When it comes to PSS, the customers are varied according to the nature of their problems, capabilities, and choices. In this case, all solutions are to be kept as possible options starting from the most ideal IFR and ending to the least ideal IFR. The choice then is allocated to the customer who might base his choice on economic or technological factors. This is viable through simulation services like the one under development.
To achieve this pool of solutions, it is imperative to prioritise the solutions according to their degree of meeting the success factors that, when achieved, constitute the level of the most ideal IFR (in the PSS example, as shown in the table below, it is idea number 4 “dry machining; cooling without coolantâ€). The identified success factors constitute the criteria for selecting the solution ideas.
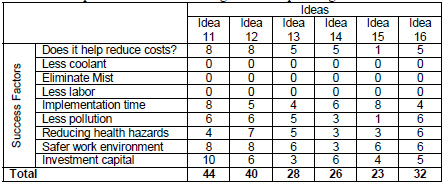
Tables 5, 6 and 7 below show the success factors and the prioritisation grading of each idea presented in the Table 4 above against their capabilities of achieving the identified success factors.
According to the problems identified above, there are three categories of problems (amount of coolant used, spread and loss of coolant and mist extraction) each of these has a number of ideas. They are prioritised in the following tables. The grading is based on the following scales: not related (0), weak (1 to 3), intermediate (4 to 7) strong (8 to 10).
Table 5: ideas prioritisation for the reduction of “amount of coolant for lubrication and coolingâ€.
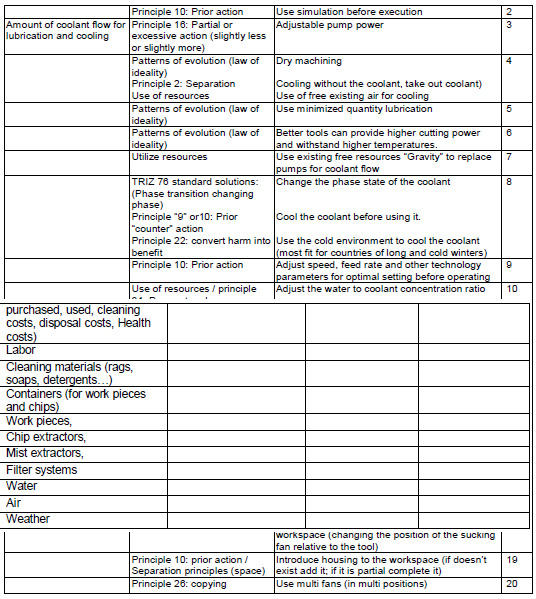
Table 6: ideas prioritisation for the mitigation of “ spreading and loss of coolantâ€

Table 7: ideas prioritisation to “eliminate mistâ€

From the previous evaluation, the IFR can be simulated for any given SME according to the following ideas:
1. To control the amount of coolant used: idea number 4 (scoring 81 points), based on the TRIZ law of ideality (patterns of evolution) and the use of existing resources (air): “Dry machining; Cooling without the coolant, take out coolant; Use of free existing air for coolingâ€
2. To reduce the spreading and loss of coolant: idea number 11(scoring 44), based on TRIZ separation principles (separation in time): “Make the work pieces wait to drain and collect the coolant backâ€
3. To eliminate mist: idea number 19 (scoring 51), based on TRIZ inventive principle 10 “prior action and the separation principles (separation in space): “Introduce housing to the workspace (if doesn’t exist add it; if it is partial complete it)†Solutions options can be implemented from the prioritized tables above according the steps back from the IFR (based on the customers requirements) until they are manifested in the least ideal options resembled in the following ideas:
1. To control the amount of coolant used: idea number 8 (scoring 30 points), based on TRIZ 76 standard solutions: (Phase transition changing phase); Principle “9†or10: Prior “counter†action: “Change the phase state of the coolant; Cool the coolant before using it; Use the cold environment to cool the coolant (most fit for countries of long and cold winters)
2. To reduce the spreading and loss of coolant: idea number 14 (scoring 26), based on TRIZ inventive principle 24 (intermediary): “Use of fans (with adjustable speeds) to speed cleaning the coolant off the workpieces after machining (in container).â€
3. To eliminate mist: idea number 17 (scoring 35), based on TRIZ separation principles (separation in space): “Surround workspace (around the tools and the workpieces) with falling coolant so that the mist is recollected with the falling coolant†Similarly, together with these two options, the service provider can offer a combination of ideas for options concerning each of the three problem categories for an optimal solution i.e. using separation in time principle and moving to a new dimension for the transportation means to reduce the spreading and loss of coolant category.
Relating the figures of the different simulation runs to that of the existing system would bring solid knowledge and trust to the SME. Thus the first step in providing the service is to build a model of the existing system to provide trusted figures about the simulation performance (which shall be similar to what the SME is experiencing in reality). Further simulations shall start from the IFR and then subsequent runs corresponding to steps back IFR (one step at a time) according to the wishes of the customer.
5. Evaluation of the system
An excellent tool in TRIZ that offers valuable evaluations, especially to PSSs, is the patterns of evolution. In this regard, a check of the awareness that the PSS holds about the evolution patterns is an indication of its robustness and validity.
The previous analysis and solution ideas have been implemented by WIUP (“Wrangell- Institut für Umweltgerechte Produktionsautomatisierung GbR†a partner in the INNOPSE project) for the development of their simulation software to provide simulation services as part of the project outputs. The evaluation in this section is based on the beta version developed so far.
Patterns of evolution checksum:
• Non-Uniform Development of System Elements: since the industrial installations are composed of different equipments and processes (machining, transportation, storage, mist extraction…etc), it is imperative for the simulation to identify which stage or process is holding the system back from its development (i.e. in terms of causing the most problems related to coolant). The simulation addresses all of the processes and components that deal with the coolant in the manufacturing premise (at the work space, at the transportation process, at the mist extraction process and at the cleaning process). Uneven evolution of parts or processes stages that lead to deviation from the Ideal Final Result is identified by the simulation (with alternative options)
• Stages of Evolution of a Technological System: the figures that result from the initial simulation (the model of the existing situation) gives a clear indication to where the system is in its S-Curve evolution (with the assumption that dry machining (the IFR case) is the most developed stage).
• Evolution Toward Increased Ideality: the Simulation shows the IFR solution i.e. the changes needed to reach the dry cutting or minimized coolant usage and the costs incurred. This gives a variety of options to the service recipient (SME). The process is based on enhancing the useful features (i.e. cutting without heat; transporting without coolant; 100% mist extraction efficiency) and decreasing harmful features (use of coolant; spilling and spreading of coolant; evaporating coolant)
• Segmentation: the simulation is able to segment the solution to different parts (i.e. fixing the coolant at the workspace or at the transportation stage or at the mist extraction stage). Thus the SME will not only be given a “take it or leave it†one package solution, but incremental developments (solutions) for the different parts are possible.
• Evolution Towards Increased Dynamism and Controllability:
• –Transition to multi-functional performance: New service modules: Based on the collected information and data to achieve the previously identified problem categories (amount of coolant, spread and loss of coolant and eliminating mist), other simulation modules can be built to further add value for the bother the service provider (through utilizing his available resources, which is the simulation software and the collected data about the different machines, tools and equipment i.e. from manufacturing catalogues) and for the customers where they will have a better opportunity to have a full understanding about their industrial installation. The collected data can extend the service with the following modules, thus adding more functions to the system:
1. Simulation for least energy consumption
2. Increase efficiency of tooling and machining through optimising the use of tools (based on their life cycle, wear and type) thus reducing break down times.
3. Calculating costs for the new changes showing the investment capital needed and the time to recover that capital.
• –Increasing degree of freedom: the user can experiment with many options and parameters in designing the simulation model.
• Increased Complexity followed by Simplification:
The software in its development is complex (must includes databases “models of machine, transportation systems, mist extractors, filter system, work piece list…etc.â€; computational functions to do mathematical computation; graph representation “bars, lines, …â€. Then this complexity is hidden behind a graphical user interface that enables the user to choose from different icons (machines, transportation systems, mist extractors, filter systems, containers, dialog boxes) and enables the user to use the left and right mouse buttons to choose the parameters and manipulate the models. The simulation results can be seen in a text format so that they can be further edited, printed and exported to other applications. Further, the complexity of checking the viability of a certain solution is simplified through simulation.
• Evolution Toward Decreased Human Involvement: if the SME were to perform the changes without the simulation it would incur extra costs with a large margin of risk besides the involvement of many personnel. The simulation service saves the SME the costs (except for a pre-determined fee), labor and lots of efforts and mitigates the risk by testing before implementing. Similarly, only one person is needed to operate the simulation software.
Conclusion
In this case study, the development of PSS has been addressed from the problem definition and solution concepts generation aspects. Other critical issues of the PSS development, that are beyond the field of the used methods and tools, i.e. customer acceptability, organizational changes, skills and competencies have to be clarified.
The uniqueness of PSSs does not stem from its orientation towards mediating the needs of nature and the wants of customers only, rather it is formulated through the ability of a given PSS to provide a wide range of solutions and options to match the wants of the diversified situations that different customers experience in a customized form. These factors have to be taken into account at the design and development stage. Usually the wants of customers vary according to their capabilities, choice of technology and type of function they want to fulfill. This can be translated into TRIZ concept by introducing its IFR tool and stepping back from that “most ideal†IFR until reaching the “least ideal†IFR correlating these IFRs to the customers’ wants, as has been presented in the analysis.
Brainstorming sessions for the idea generation part of this case study have been conducted before introducing the TRIZ methodology; 30% more ideas have been generated when TRIZ has been introduced. The nature of the TRIZ stimulated ideas are more fit to the concept of PSS in terms of optimization of resources, sustainability and environmental aspects (review ideas 7, 8, 13, 14, 17 and 18).
TRIZ also is found not only to extend the number of ideas produced for the solution concepts, rather it has provided a stimulating venue for extending the functionality of the new PSS especially through its resource utilization concept and the patterns of evolution (namely in this case study the “evolution towards increased dynamism and controllabilityâ€). Finally, the scan of the TRIZ 40 inventive principles were fruitful in producing ideas for solution concepts. The most promising principles in this case study were principles numbered: 1 “segmentationâ€, 2 “Separationâ€, 10 “prior actionâ€, 16 “partial or excessive actionâ€, 17 “Dimension Changeâ€, 18 “Vibrationsâ€, 22 “convert harm to benefitâ€, 24 “Intermediaryâ€, and 26 “Copying “
References:
[1] Ideation International Inc. (1999). Tools of Classical TRIZ. MI, USA.
[2] Ideation international Inc., (2001). I-TRIZ, Inventive Problem Solving and Innovation WorkBench. Software manual.
[3] Jelsma, J. (2000), Design of behaviour steering technology, Proceedings of the International Summer Academy on Technology Studies, Deutschlandsberg, July 9-15, 2000, pp. 121-132.
[4] Mont, O. (2001) Introducing and developing a Product-Service System (PSS) concept in Sweden. [Online] available: http://www.iiiee.lu.se/Publication.nsf/$webAll/71B8996A95A245B1C1256BE9003C2F62/$F ILE/NUTEK.PDF [Accessed 7 April, 2004]
[5] Rantanen, K. and Domb, E. (2002). Simplified TRIZ: New Problem-Solving Applications
for Engineers and Manufacturing Professionals. ST. Lucie Press, Washington, D.C.
[6] Tischner. U. and Martijn, V. (2002) Product Service Systems best practice document (Status: for review) [online] available:< http://www.suspronet.org/fs_reports.htm>[Accessed 5 April 2004] .