
TOC and TRIZ: Using A Dual-Methodological Approach To Solve A Forest Harvesting Problem.

Editor | On 02, Mar 2005
Ian Conradie, Ingeser Consultores, Santiago, Chile (ian@ingeser.cl or iancon@mi.cl)
ABSTRACT
Although cut-to-length forest harvesting with harvesters and forwarders is hardly used in some parts of the world, it has many advantages over conventional harvesting systems. Research has shown that the core reason for the low adoption of CTL in the southeastern USA is the complexity of the equipment to optimize value recovery. In this paper we delve deeper into this problem by investigating the technical and physical contradictions responsible for this situation. A dual-methodological approach was followed to analyze and solve the problem using the Theory of Constraints (TOC) and the Theory of Inventive Problem Solving (TRIZ). A solution is to apply one of the innovative principles of TRIZ: Mechanics substitution. We believe that this dual-methodological approach can be used to great effect to solve many more technical and non-technical forest operations or other problems.
INTRODUCTION
The focus of this study is on cut-to-length (CTL) harvesting systems consisting of harvesters and forwarders. The harvester (photo 1) is used to fell and process trees at the stump, while the forwarder (photo 2) is used to extract the logs. During processing, the harvester head (photo 3) and log optimization system (photo 4) cut the stem into logs with the objective to optimize the value recovery from the stem as different parts of the stem have different values (e.g: the logs at the bottom of the stem may be worth US$ 35/ton while the upper logs may be worth only US$ 2.50/ton). Machine operators should take care during the optimization process as value losses due to suboptimization can range from 1 to 68% in harvester/processor operations [1] . In a study Conradie et al. conducted in the southeastern USA the value loss with three harvesters ranged between 6 and 10%.


Currently, most harvester/processor heads use mechanical sensors to measure lengths and diameters [3] . The length measuring systems consist mostly of a small spiked wheel (photo 3) in the belly of the head that runs along the stem during processing. Diameters are normally measured by the amount of opening in the debarking knives or the feed rollers (photo 3). Murphy and Marshall [3] reported that productivity can decrease by as much as 30% and logging costs can increase by up to 55% if the current mechanical scanning equipment are used more thoroughly to increase value recovery (i.e. do a full scan of the stem before starting the optimization). It is not only the machine that makes some “measurementsâ€, the harvester operator is responsible to make an assessment (“measurementâ€) by eye of the defects (knots, rot, sweep, etc.) on the stem and then make the decision to override the suggested cutting pattern made by the optimization system. The harvester operator is therefore an integral part of the log optimization process. Accoding to Gellerstedt [4] harvester operators indicated that they already have problems seeing defects while processing stems at the current feeding speeds of 4m/s. It is therefore doubtful if the speed of current value recovery technologies can be increased without adversely influencing value recovery – a breakthrough innovative technology is required to do the diameter and length measurements, and to detect defects.
In Sweden and Finland almost 100% of wood is harvested by cut-to-length (CTL) systems while in North America between 20 to 30% of logging is done this way [5] . Brink [6] determined that the global trend is to replace fellerbunchers and skidders with harvesters and forwarders. Heidersdorf [7] reported that the primary advantages of CTL are lower environmental impacts and higher fiber recovery. The trend towards more CTL operations has not yet been observed in the southeastern USA as a survey conducted in 1997 found that CTL accounted for less than 1% of logging in Georgia, a state in the southeastern USA [8] There is no evidence to suggest that the situation in the southeastern USA has changed since then. According to a root cause analysis Conradie performed using the Current Reality Tree from the Theory of Constraints, the core problem for the low adoption of CTL in the southeastern USA is the complexity of the equipment the harvester uses to optimize value recovery [9, 11] . Complexity is seen as the number and diversity of elements and element interrelationships within a system, as well as the difficulty of mastering the system [10] . Ease of operation is also seen as a measure of complexity (simplicity). large number of steps in an operation also normally makes it less easy. “Hard†processes have low yield, and “easy†processes have high yield; they are easy to use [10] . Conradie et al.’s [11] general direction to solve the complexity problem is to “Manufacture simple, cost effective CTL equipment that can mass produce and optimize value recoveryâ€.
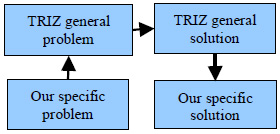
According to Savransky problems in engineering design are of two kinds: maxi and mini-problems. A maxiproblem is a change to the system as a whole while a mini-problem is a change to a sub-system. In this paper we address a mini-problem with the emphasis on finding a solution that will in particular satisfy the needs of loggers in the southeastern USA although we believe that such new equipment will be universally accepted. We will identify our specific problem using the Theory of Constraints (TOC) and TRIZ (TRIZ is the Russian acronym for the Theory of Inventive Problem Solving), then relate our specific problem to a TRIZ general problem and finally relate the TRIZ general problem to the TRIZ general solution (Figure 1). It is beyond the scope of this paper to go into the detail of the specific solution.
In this paper we first discuss TOC and TRIZ, including their weaknesses, strengths and synergies. In the methods section we describe how TOC and TRIZ can be used to solve a mini-problem systematically. In the results section we apply the methodology to the CTL mini-problem. In the discussion and conclusion section we relate our general solution to actions the industry is taking to overcome this problem.
THE TWO THEORIES: TRIZ AND TOC
What is TRIZ?
The development of TRIZ was started in 1946 in the former USSR by Genrich Altshuller (a scientist and inventor) and his colleagues. Since then it has expanded and is today being developed and practiced throughout the world. Classical works of Altshuller include: Creativity as an Exact Science, and And Suddenly the Inventor Appeared . TRIZ research hypothesizes that there are universal principles of invention that form the basis for creative innovations in technology. If these principles could be codified, they could be taught thereby making the invention process more predictable. TRIZ researchers examined, classified, and analyzed over 3 million patents to identify the principles of innovation. The three key discoveries of TRIZ are as follows: (1) Problems and solutions were repeated across industries and sciences; (2) Patterns of technical evolution were repeated across industries and sciences; and (3) Innovations used scientific effects outside the field where they were developed.
Nakagawa summarized the essence of TRIZ as the “recognition that technical systems evolve towards increased ideality by overcoming contradictions mostly with a minimal introduction of resources. Thus, for creative problem solving, TRIZ provides a dialectic way of thinking, i.e. to understand the problem as a system, to image the ideal solution first, and to solve the contradictionsâ€. Technical contradictions are the classical engineering tradeoffs – the desired state cannot be reached because something else in the system prevents it. When a technical contradiction exists an action is simultaneously useful and harmful (i.e. as speed increases so does friction). A physical contradiction exists when one object has contradictory/opposite requirements (i.e. it must be hot and cold, it must be fast and slow).
TRIZ tools and techniques include, but are not limited to: Functional analysis, problem formulation, the ideal final result, locating the zones of conflict, 40 principles of inventive problem solving, contradiction matrix, separation principles, the trends of evolution and 76 standard solutions. Traditionally TRIZ was mainly used to design products and processes at the mini-problem level. However, in recent years, TRIZ practitioners have developed new matrixes including ones for business and software problems.
According to Domb and Dettmer, early research indicated that inventors using TRIZ experienced an improvement of 70 to 300% or more in the number of creative ideas that they generated for solving technical problems and in the speed with which they generated innovative ideas.
What is TOC?
According to Gillespie et al. TOC is a management philosophy that defines a set of problem solving and management tools, which have had a significant effect on businesses throughout the world. TOC was originally developed in the early 1980’s by Eli Goldratt (an Israeli physicist). He illustrated his production scheduling concept in a novel, The Goal . Since then many others have contributed to TOC.
The problem solving tools of TOC, better known as the Thinking Process, was first taught by the Goldratt Institute in 1992. These logic tools of the Thinking Process were published in 1994 in the novel, It’s Not Luck and consist of Evaporating Clouds, Current Reality Trees, the Negative Branch Reservation process, Future Reality Trees, Prerequisite Trees and Transition Trees. These tools can be used to solve most problems by building causal trees or diagrams. Some authors prefer to refer to the Evaporation Clouds as Conflict Resolution Diagrams (CRD). In this paper we used the CRD terminology. The CRD and Current Reality Trees are used to identify the core conflict and core problem respectively (What to change?). The Negative Branch Reservation and the Future Reality Tree can be used to construct and test possible solutions (What to change to?). The Prerequisite and Transition Trees are useful in building effective solutions and implementation plans (How to implement the change?). The Thinking Process is therefore a complete problem solving process. TOC also has generic applications for operations, finance and measures, project management, distribution, marketing, sales, managing people, strategy, and tactics. TOC is regarded as a holistic (systemic) problem solving theory.
As TOC is normally used to solve business problems/conflicts, we were unable to find examples where TOC was used on its own to solve technical or physical contradiction problems. A possible explanation could be that technical or physical contradictions are normally very localized problems and TOC is normally concerned with problems blocking an organization as a whole from reaching more of its goal. The development of the TRIZ business matrix may strengthen the synergies between the TRIZ and TOC.
In The World of the Theory of Constraints: A Review of International Literature, Mabin and Balderstone [20] , reported the following average results from TOC implementations: a mean reduction in lead time of 70%, mean reduction in cycle time of 65%, mean improvement in due date performance of 44%, mean reduction in inventory of 49%, and mean increase in throughput of 63%.
Strengths, weakness and synergies
In 1997, Rizzo [21] briefly commented on the synergies between TOC and TRIZ. Later, the same year, Domb and Kowalick stated in passing that TOC could help TRIZ in the problem identification phase. In 1999, Domb and Dettmer [15] showed with an analysis of the Challenger space shuttle accident how the two theories are complementary. Later in 1999, Moura [23] explained how the Current Reality Tree and the Conflict Resolution Diagram (CRD) can be used together with TRIZ. In 2000, Mann and Stratton [24] , described three case studies that combined TRIZ and TOC. In 2002, Bergland [25] described a six step basic process of how TRIZ and TOC can be combined to exploit the strengths of both. His process includes a focused variant of the Problem Formulation Diagram of TRIZ that shows how the harmful and useful effects are connected. It also shows how a CRD is constructed that contains both the technical and physical contradiction. Recently (2003), Pfeifer et al. [26] proposed a model where TRIZ, TOC and 6 Sigma (DMAIC) could be combined. TOC and TRIZ can also be used with the LEAN manufacturing/enterprise philosophy.
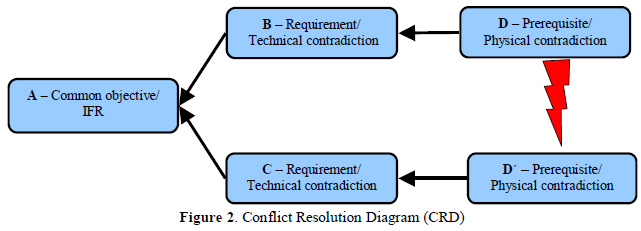
According to Domb and Dettmer [15] the strength of the CRD is its superiority in structuring and graphically depicting the crucial elements of any conflict and its ability to assist in identifying the unspoken assumptions underlying the conflict. The purpose of the CRD is to identify the conflict and to generate ideas on how to break erroneous assumptions that can assure non-compromising “win-win†solutions. Cox et al. [27] states that a major problem with developing assumptions for the CRD is that there are no specific rules or criteria governing what is a good versus a poor assumption. A person therefore has to study each assumption in some detail and hopefully it will provide insight into how to solve the problem. Domb and Dettmer [15] state that the CRD is somewhat weak in stimulating idea generation [15] . To overcome this weakness Goldratt developed the idea of a reference or alternative environment where the conflict does not exists. Many people find this approach difficult as it presupposes that you can think of such an alternative situation. Fortunately, TRIZ can be used to provide a structured approach to the generation of ideas [15] . One of the synergies Rizzo [21] sees between TRIZ and TOC is the 40 inventive principles that can help TOC practitioners to generate ideas for solutions that break the inventor’s underlying assumptions about the problem. He also states that it is more difficult to define the conflict in TRIZ without the CRD. The two together make for a powerful combination as the CRD provides clarity on the conflict and the inventive principles provide many possible solutions to break underlying assumptions. According to Mann and Statton [24] , the CRD offers a simple yet highly effective means of defining and understanding a conflict. They also state that the CRD provides more focal points where assumptions can be challenged. METHODOLOGY Conradie [9] used the Current Reality Tree from the Theory of Constraints (TOC) to identify the core problem why CTL is not the system of choice in the southeastern USA. His analysis revealed the complexity of the harvester’s value recovery sub-system as the core problem. We used this as the starting point for the analysis phase. During the analysis phase we took the core problem and used an adapted version of the Problem Formulation Diagram of TRIZ to identify the technical and physical contradictions after which we constructed the Conflict Resolution Diagram (CRD). A CRD consists on five entities (Figure 2), including two requirements B and C which are necessary (but not sufficient) to achieve the common objective (A). The prerequisites D and D’ are necessary (but not sufficient) to achieve the requirements B and C respectively. The physical contradiction is used as the two prerequisites (D and D’ in Figure 2) and the contradicting features of the technical contradiction are used as the two requirements in the CRD (B and C in Figure 2). From the technical contradiction we verbalized a ideal final result (IFR) and used it to formulate the common objective in the CRD (Figure 2). It is beyond the scope of this paper to teach how to construct the CRD. Several texts [28, 29] provide detailed procedures on how to do it.
Altshuller’s research was focused on finding the common characteristics of breakthrough solutions. He found that patents fell into 40 generic inventive principles and that the solutions in these patents resolved some contradiction.
He identified 39 contradicting features which he used to construct his contradiction matrix [30] . The 40 inventive principles [31] , a description of the 39 contradicting features [10] , and the contradiction matrix is available in the TRIZ journal.
The contradiction matrix is used as follows. The contradicting features are shown as rows and columns in the matrix (Table 1). The row shows the improving feature while the column shows the worsening feature (example: when ease of operation improves, device complexity worsens). In this example, the intersecting cell (Table 1 in bold) contains the numbers of the 40 principles that are probable solutions to this specific contradiction; the intersecting cell shows that principles 32, 26, 12 and 17 are the “most probable†solutions, although no solutions are guaranteed. Some TRIZ practitioners prefer to look at all 40 principles to find possible solutions, not only the “most probable†ones.
We used the contradicting features we identified in the problem analysis phase as the entering arguments into the matrix. Thereafter, we used the contradiction matrix and the 40 inventive principles to solve the technical contradiction, while we used the separation principles to solve the physical contradiction. The 40 inventive principles may also be used with the separation principles to solve a problem. Mann and Stratton [24] explain how the inventive principles relate to the separation principles. The following separation principles may be used to solve a physical contradiction: separate opposite requirements in space, in time, between the whole object and its parts, or through changing conditions, satisfy the contradiction and alternative ways (sub-system, super-system, alternative and inverse).

RESULTS
Analyze the problem
In order to get from the core problem to the physical and technical contradiction we adapted the mini-problem formulation of TRIZ and the focused variant of the mini-formulation described by Bergland [25] . We called it the Dynamic Problem Formulation Diagram (DPFD). As a starting point we needed to identify why the complexity of the value recovery sub-system is undesirable from a physical contradiction point of view. The physical contradiction is that the complexity influences the operating speed of the value recovery sub-system. High speed and low speed is needed to fulfill some requirements – so on the one hand we want to increase the operating speed while on the other hand we want to decrease the operating speed (D’ and D in Figure 3). The useful effect of increasing the operating speed (D’) is increased productivity (C) but this causes the harmful effect that measuring accuracy decreases (B’) – C counteracts B’. When measuring accuracy decreases, we feel pressure to decrease the operating speed. When we decrease the operating speed, the measuring accuracy increases (useful effect) but productivity decreases (harmful effect). When productivity decreases we feel pressure to increase the operating speed. The cycle starts all over again. We are therefore in a chronic conflict between D and D’ (the lightning bolt in Figure 3 represents the conflict).

We used D and D’ (the physical contradiction in Figure 3) as the basis to formulate the D and D’ prerequisites of the Conflict Resolution Diagram (CRD) in Figure 4. We included the current and an ambitious target operating speed as prerequisites in the CRD. We later used the ambitious target speed to formulate the Ideal Final Result.

Next we wanted to know what requirements/technical contradictions are being satisfied by D and D’. D is required to “measure accurately†(the B-requirement). Measurement accuracy includes length and diameter measurements and the accuracy with which the operator can visually identify defects on the stem. D’ is required to “Be productive†(the C-requirement). The useful effects in Figure 3 are therefore used to formulate B and C in Figure 4. The measuring accuracy (B) and productivity (C) are the two contradicting features that will be used to solve the technical contradiction. TRIZ defines productivity as the output per unit time or the cost per unit output, and measurement accuracy is the closeness of the measured value to the actual value (reducing the error in a measurement increase the accuracy of the measurements). From the B and C requirements we formulated a TRIZ Ideal Final Result (IFR) to keep us focused on the problem. The IFR also helps to remove mental constraints of existing solutions and get people to think outside the box which help them to realize that they have been creating the box themselves [32] . In this case the IFR is: We want a simple, easy to operate value recovery sub-system, that operates at 20 m/s and an accuracy of 100% all of the time. A summary of the IFR is therefore that the harvester must be effective, which we used as the common objective of B and C (A in Figure 4).
The CRD is read as follow (Figure 4):
• In order for the harvester to (A) “Be effectiveâ€, the value recovery sub-system must (B) “Measure accuratelyâ€. In order for the value recovery sub-system to (B) “Measure accurately†the value recovery sub-system must (D) “Maintain the current operating speed at no more than 4 m/s†because (AB assumptions) “The harvester operator requires speeds of no more than 4 m/s to measure defects accuratelyâ€; “Length and diameter measurements are less accurate at speeds higher than 4m/sâ€; “The only way to measure accurately is to have operating speeds of less than 4 m/sâ€.
• In order for the harvester to (A) “Be effectiveâ€, the value recovery sub-system must (C) “Be productiveâ€. In order for the value recovery sub-system to (C) “Be productive†the value recovery sub-system must (D’) “Increase the operating speed by an order of magnitude (to 20 m/s)†because (CD assumption) “High operating speed is an important determinant of productivityâ€.
• On the one hand the value recovery sub-system must (D) Maintain the current operating speed at no more than 4m/s, while on the other hand the value recovery sub-system must (D’) Increase the operating speed by and order of magnitude (to 20m/s). We cannot have both simultaneously because (DD’ assumption) they are mutually exclusive/in direct conflict with each other.
• (D) “Maintaining the current operating speed at no more than 4m/s†jeopardizes (C) “Being productiveâ€.
• (D’) “Increasing the operating speed by an order of magnitude†jeopardizes (B) “Measuring accuratelyâ€.
Use the inventive principles to identify a solution for the technical contradiction
We used the B and C requirements in the CRD (Figure 4) as the entering arguments into the contradiction matrix (Table 1) with D being the improving feature (productivity) and D’ the worsening feature (measuring accuracy) in the matrix. The measuring accuracy therefore needs to be protected from degradation (or preferable increased) as productivity increases. The intersecting cell in the matrix shows that principles 1, 10, 34 and 28 could give us high productivity without counteracting measuring accuracy (Table 1). Tate and Domb [28] , and Domb et al. [33] provides directions for solutions for each principle.
Table 2. The “most probable†inventive principles and directions for solutions.

TRIZ provided us with many more options that the conventional TOC way of breaking assumptions. Example: To break the assumption in Figure 4 that the only way to measure accurately is to have operating speeds at less than 4m/s, one could go through the following TOC mental process:
• Think of who “measures accurately†without doing it at low speeds. Without knowledge of what other industries do it is not so easy to think of alternatives. The danger is that most people intuitively look for solutions within a paradigm (i.e. the forest or forest products industries in this case).
• How do they “measure accurately†without doing it at low speeds.
• How can we have A, B and C without D.
It should be clear from the above example that TRIZ opens up a wealth of ideas on how to solve the problem, However, it takes time to understand how to use the principles as most of them are at first very abstract to most people.
It seems that principle 28 (Mechanics substitution – replace a mechanical means with a non-mechanical sensor or create a field that can be detected) is the most likely candidate to solve the problem. Principle 28 is also a candidate to increase productivity without counteracting device complexity or easy of operation (Table 1). We foresee that non-mechanical sensors or fields will be able to make accurate diameter and length measurements, and accurately recognize defects on the stem at the high speeds. This will lift the restriction (4m/s) the operator places on the operating speed. Such a value recovery sub-system will also increase measurement accuracy.
It is beyond the scope of this paper to investigate all the inventive principles identified in the intersecting cell of the contradiction matrix or any other inventive principles that could provide possible solutions.
Use the separation principles to identify a solution for the physical contradiction To apply the separation in space principle we asked ourselves whether we need the speed to be low and high everywhere, or is it necessary in certain places only. Therefore, the speed can be high in areas of the stem where the harvester operator does not need to make decisions regarding defects (e.g. there are very few knots or there are so many knots that the decision is obvious) and it can be low in areas of the stem where the operator needs to make decisions. We believe that most operators are applying this principle anyway with the current equipment. However, this will not make current operations much more productive as the maximum speed on most harvester heads are in the 4 to 6 m/s range. Other solutions currently used by the industry that illustrates the separation in space principle is to separate the optimization of the stem from the felling and some other processing functions. In such cases a harvester is not used to fell, process and optimize the stem at the stump. The felled tree is processed and/or optimized by other equipment (not harvesters) at other places (on the landing, central processing plants, merchandising yards, etc.). This is also an application of another separation principle as the problem is moved from the sub-system to the super-system.
To apply the separation in time principle we asked ourselves whether we need the speed to be low and high at the same time, or is it necessary at certain times only? The operator only needs the low speed when decisions need to be made. In this case, it is therefore similar to the separation in space principle.
According to Mann and Stratton [24] one of the inventive principles that could satisfy the contradiction is principle 28 (Mechanics substitution). By using non-mechanical sensors or creating a field that can be detected we can eliminate the need for the differentiation between high and low speed. The operator is no longer the limiting factor.
This is the same solution we identified to solve the technical contradiction.
Evaluate the solution
If we design a non-mechanical value recovery sub-system we can increase the operating speed by and order of magnitude and also increase both the measuring accuracy and productivity. We have therefore resolved the conflict.
It is possible that the current stem feeding system might not be able to cope with an operating speed of 20 m/s. A similar analysis as we just did could be used to solve such a problem too.
DISCUSSION AND CONCLUSION
We have shown how TRIZ and TOC can be combined to systematically find solutions to engineering problems – finding a solution is not longer a question of luck or trial and error. By reducing trial and error approaches to product design it is possible to reduce product development time and control development costs – both being necessary conditions to stay ahead of the competition in today’s competitive forest equipment market. A systematic process, without compromise, also opens the door for breakthrough, quantum leap improvements – not the normal incremental improvements we are accustomed to. Nicholas Negreponte from the MIT Media Lab states that incrementalism is innovation’s worse enemy [34] .
We identified that replacing the mechanical measuring system with sensors/fields as the mostly likely means to solve the conflicts. Some readers may be saying yes but at this point in time and asking, “..what about possible negative effects?†or “How can we overcome obstacles to put the idea in practice?†TOC also has tools to manage this process: The Negative Branch Reservation process and the Future Reality Tree are TOC tools to test a solution and trim any possible negative effects that could be forthcoming, while the Prerequisite Tree and Transition Tree are useful in identifying obstacles to implementation and developing project plans.
Over the last decade the forest industry has mainly been taking actions to improve measurement accuracy and productivity of harvesters incrementally (i.e. move the diameter measurement from the debarking knives to the feed rollers, find ways for the length measurement wheel to follow the contours of the stem better, find better ways to hold the stem in the feed rollers, increase the power in the feed rollers, use chains or spikes on the feed rollers for better grip, etc.). Some also see an investment in operator training as a simpler and more effective way to improve value recovery than investing in technology [3] . The abilities of operators to handle fast feeding speeds where complex log specifications are used is already limited at speeds of 4m/s. The learning curve for operators is also long (could be years). According to Murphy and Marshall [3] improving tree-form models are one of the ways being used to increased the accuracy of the measuring system but it does not work well in many cases. Other ways of improving value recovery is to use different combinations of how much of the stem is measured and how much is forecasted. Simulations have shown that value recovery can be increase but the draw-back is lower productivity [3] .
Recently, a company in New Zealand developed a system that uses a non-mechanical means (lasers) to make length, diameter and sweep measurements. This system can scan and calculate the optimum cutting pattern in seconds.
However, it is a separate unit used on the landing with a conventional (not a CTL) harvesting system – they did not incorporate the technology into the harvester head of the harvester. The information is transferred from the scanning unit to an excavator with a processor head that cut the stem into logs. This system does not automatically measure external defects (knots, rot, etc.) or cut the stem into logs. Another product has been developed in New Zealand that uses sound to identify internal (not external) defects. It has not been incorporated into a harvester head either. Optical equipment has also been used to identify defects.
In our opinion we need to investigate how measurements are done with sensors/fields in other industries and adapt it to forestry. TRIZ research has shown that innovations frequently use scientific effects outside of the field where they were developed (i.e. GPS and central-tire inflation used in forest operations were originally military applications). Brink [6] indicated that the worldwide trend is to replace tree-length with CTL systems – indeed a great economic incentive to solve the problem.
Recently, a company in New Zealand developed a system that uses a non-mechanical means (lasers) to make length, diameter and sweep measurements. This system can scan and calculate the optimum cutting pattern in seconds. However, it is a separate unit used on the landing with a conventional (not a CTL) harvesting system – they did not incorporate the technology into the harvester head of the harvester. The information is transferred from the scanning unit to an excavator with a processor head that cut the stem into logs. This system does not automatically measure external defects (knots, rot, etc.) or cut the stem into logs. Another product has been developed in New Zealand that uses sound to identify internal (not external) defects. It has not been incorporated into a harvester head either. Optical equipment has also been used to identify defects.
For people familiar with TOC it might be interesting to see that the CRD (Conflict Resolution Diagram) can also be used to solve technical contradictions as it is normally used to solve non-technical conflicts [15] . Many authors have shown that TRIZ can also be applied with equal effectiveness to a non-technical problem, although that was not the purpose of its inventor. In recent times TRIZ has been applied more and more to non-technical areas too. It is interesting to note that the inventors of both theories are scientists!
ACKNOWLEDGEMENTS
We wish to thank Ellen Domb (The PQR Group), David Bergland (TOC Solutions), Bill Dettmer (Goal Systems International) and Darrell Mann (Systematic Innovation) for their interest and assistance in bringing this paper to fruition. We would also like to thank the Forest Engineering Work Unit, Southern Research Station, USDA Forest Service, Auburn, Alabama and the Warnell School of Forest Resources, Center for Forest Business, The University of Georgia (UGA), Athens, Georgia who provided funding for the original work to identify the core problem with CTL. The contributions of Dale Greene (Warnell School of Forest Resources, UGA), Jim Cox (Terry School of Business, UGA) and Glen Murphy (Forest Engineering Department, Oregon State University) are also much appreciated.
REFERENCES
[1] Murphy, G.E. 2003. Worldwide experiences with mechanisation and value recovery. In: Proceedings of the Wood for Africa
Conference, July 2002, Pietermaritzburg, South Africa. College of Forestry, Forest Engineering Department, Corvallis, Oregon.
pp. 23-32.
[2] Conradie, I.P., Greene, D.W., and Murphy, G.E. 2004. Value recovery with harvesters in southeastern USA pine stands. Forest
Products Journal 54(12): 80-84. USA.
[3] Murphy, G.E. and Marshall, H. 2003. Cost and benefits of four procedures for scanning on mechanical processors. In:
Proceedings of the 2nd Forest Engineering Conference, May 2003, Vaxjo, Sweden. Skogsforsk, Sweden. pp. 35-44.
[4] Gellerstedt, S. 2002. Operation of the single-grip harvester: Motor-sensory and cognitive work. International Journal of Forest
Engineering 13(2): 35-47.
[5] Gellerstedt, S. and Dahlin B. 1999. Cut-to-length: The next decade. Journal of Forest Engineering. 10(2): 17-24.
[6] Brink, M.P. 2001. Development of a method to forecast future systems in the Forest Engineering value chain. Ph.D.
dissertation, University of Stellenbosch, South Africa. 328 pp.
[7] Heidersdorf, E.1991. Past, present and future in mechanized harvesting. In: Proceedings from mechanized harvesting
conference. Department of Forest Engineering, Oregon State University, Corvallis, OR. pp 7-14.
[8] Greene, W.D., Jackson B.D., and Culpepper J.D. 2001. Georgia’s logging businesses, 1987 to 1997. Forests Products Journal
51(1): 25-28.
[9] Conradie, I.P. 2003. Cut-to-length harvesting systems in the southeastern USA: Value recovery and
adoption by potential users. M.S. thesis. University of Georgia, Athens, USA. 129 pp.
[10] Domb, E. 1997. The 39 features of Altshuller’s contradiction matrix. TRIZ Journal 1997/11. http://www.trizjournal.
com/archives/1997.
[11] Conradie, I.P., Greene W.D., Cox J.F., and Murphy G. Accepted. Applying the Thinking Process of the Theory of Constraint:
An exploratory research methodology to evaluate the use of cut-to-length harvesting systems in the southeastern USA. Journal of
Forest Products Business Research.
[12] Savransky, S.D. 2000. Engineering for creativity. New York, NY: CSC Press.
[13] Altshuller, G. 1984, Creativity as an exact science. New York, NY: Gordon & Breach.
[14] Altshuller, G. 1995. And suddenly the inventor appeared. Worcester, MA: Technical Innovation Center.
[15] Domb, E. and H.W. Dettmer. 1999. Breakthrough innovation in conflict resolution: Marrying TRIZ and the Thinking
Process. In: Proceedings of APICS Constraint Management Special Interest Group.
[16] Nakagawa, T. 2001. Essence of TRIZ in 50 words. TRIZ Journal 2001/06. https://the-trizjournal.com/archives/2001.
[17] Gillespie, M.W., M.C. Patterson, and B. Harmel. 1999. TOC beyond manufacturing. Industrial Management 41(6): 22-25.
[18] Goldratt, E.M. and J. Cox. 1984. The Goal. Great Barrington, MA: North River Press.
[19] Goldratt, E.M. 1994. It’s not luck. Great Barrington, MA: North River Press.
[20] Mabin, V. and J. Davies, 2000. The World of the Theory of Constraints: A review of international literature. St. Lucie Press:
Boca Raton, FL. 223pp.
[21] Rizzo, A.R. 1997. Tools from the Theory of Constraints. TRIZ Journal 1997/05. https://the-trizjournal.com/archives/1997.
[22] Domb, E. and Kowalick, J. 1997. How to bring TRIZ into your organization. TRIZ Journal 1997/10. http://www.trizjournal.
com/archives/1997.
[23] Moura, E.C. 1999. TOC Trees help TRIZ. TRIZ Journal 1999/09. https://the-trizjournal.com/archives/1999.
[24] Mann, D. and Stratton, R. 2000. Physical contradictions and Evaporating Clouds. TRIZ Journal 2000/04. http://www.trizjournal.
com/archives/2000.
[25] Bergland, G.D. 2002. TRIZ for JONAHS. Guest Lecture in EM 534, Contemporary Topics in Constraint Management
Course, Washington State University, TOC Solutions, LLC., May 20, 2002.
[26] Pfeifer, T., and Tillmann, M. 2003. Innovative process chain optimization – utilizing the tools of TRIZ and TOC
manufacturing. ETRIA world conference. Aachen, Germany, November 2003.
[27] Cox, J.F., Mabin, J.F. and Davies, J. In review. A case of personal productivity: Illustrating methodological developments in
TOC. Journal of Human Systems Management.
[28] Cox, J.F., Backstone J.H., and Schleier J.G. 2003. Managing operations: A focus on excellence. Great Barrington, MA:
North River Press. 1113 pp.
[29] Scheinkopf, L.J. 1999. Thinking for a Change: Putting the TOC Thinking Processes to Use. St. Lucie Press, Boca Raton,
FL. 272pp.
[30] Altshuller, G. 1997. 40 principles: TRIZ keys to innovation. Worcester, MA: Technical Innovation Center.
[31] Tate, K., and Domb, E. 1997. 40 inventive principles with examples. TRIZ Journal 1997/07. http://www.trizjournal.
com/archives/1997.
[32] Domb, E. 1997. How to help TRIZ beginners succeed. TRIZ Journal 1997/04. https://the-trizjournal.com/archives/1997.
[33] Domb, E., Terninko, J., Miller, J., and MacGran, E. 1999. The seventy-six standard solutions: How they relate to the 40
inventive principles of inventive problem solving. TRIZ Journal 1999/05. https://the-trizjournal.com/archives/1999.
[34] Peters, T. 1997. The circle of innovation. London, UK.: Hodder & Stoughton.