
Empowering Six Sigma methodology via the Theory of Inventive Problem Solving (TRIZ)

Editor | On 20, Dec 2003
Amir H.M. Kermani
B.S.c. of Industrial Engineering
Faculty of Industrial Engineering of Tehran Polytechnics
Expert of Iran Institute of Innovation and Technology Studies
www.IIITS.org
M_Kermani@iiits.org
This paper will be published in TRIZ E-Journal (www.the-trizjournal.com ) in early September and the shorter version of it will be presented in 12th International Conferences of European Society of TRIZ (ETRIA) on Germany, 17-22 October.
Introduction:
There is a common word, which says that “Quality attract customers and Invention distinguishes you from others in competitive environment “. Six Sigma is a very structured quality improvement methodology and TRIZ is an inventive one; by applying both of them together, inventive problem solving tools can be used for quality improvement and the highest degree of quality can be achieved with inventive quality improvement methodology. This paper will illustrate how the different tools of TRIZ can be used in different phases of Six Sigma and empower it.
1- What is Six Sigma?
Six Sigma is a structured methodology used on any repetitive process, procedure or transaction. Statisticians at Motorola developed this methodology in 1980s. The basic premise of Six Sigma is that there is a cost to poor quality, because poor quality causes lost sales and lost business opportunities. Improving quality through the reduction of defects lead to greater customer satisfaction. Reduction of defects leads to reduced costs, and increased customer satisfaction lead to increased revenue. So the primary goal of Six Sigma is to improve customer satisfaction, and thereby profitability, by reducing defects and increasing “The degree of qualityâ€. The degree of quality can be measured from one or more critical outcomes from a business process; everything that the customers are interested in comes as a product. Defects may be related to any aspect of customer satisfaction: high product quality, schedule adherence, cost minimization and etc. In other words every process, procedure or product has an opportunity to be executed correctly, any opportunity that occurs which does not meet customer requirements is called “defectâ€.
2- What is the success of Six Sigma methodology:
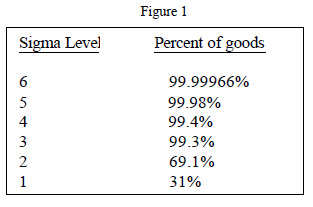
For increasing the degree of quality a specific metric is needed, a key aspect in the success of Six Sigma methodology is the use of Sigma metrics as a measure of customer quality and process efficiency, the term “Sigma†refers to measure of variation. Specifically, sigma is a statistical measurement of the capability of a process, procedure to meet customer requirements. Figure 1 shows different sigma levels according to defect occurrences, it should be noticed that customer satisfaction is usually quantified in terms of a target and limits.
The success of Six Sigma is due to three major points:
· Top-Down commitment and involvement of the organization
· Proven methodology with tools base on TQM
· Data-Driven using statistical techniques.
3- Six Sigma Job Plan:
The Six Sigma job plan consists of five phases: Define, Measure, Analysis, Improve and Control.
Ø Define: The Define phase is concerned with the definition of project goals, and the identification of issues that need to be addressed to achieve the higher (better) sigma level.
Ø Measure: The goal of the Measure phase of the Six Sigma strategy is to gather information about the current situation, to obtain baseline data on current process performance, and to identify problem areas.
Ø Analyze: The goal of the Analyze phase is to identify the root cause(s) of quality problems, and to confirm those causes using the appropriate data analysis tools.
Ø Improve: The goal of the Improve phase is to implement solutions that address the problems (root causes) identified during the previous (Analyze) phase.
Ø Control: The goal of the Control phase is to evaluate and monitor the results of the previous phase (Improve). At the macro level each of these phases answer the following questions:
Ø Define: What is important to the customer? Or what are our defects?
Ø Measure: What is our current performance versus what is important for the customer?
Ø Analysis: What cause variations from target for the customer?
Ø Improve: What improvements will place us on target with minimal variation?
Ø Control: What controls will keep us there?
Each of these phases empowered by TRIZ tools will be explained in more detail below.
3-1- The Define Phase:
Six Sigma’s first phase involves defining several key elements: a problem statement, Critical-to-Quality (CTQ) variables, and defects as perceived by the cus tomer.
Sigma Level Percent of goods
6 99.99966%
5 99.98%
4 99.4%
3 99.3%
2 69.1%
1 31%
In define phase at first CTQ should be identified. CTQ is customer satisfaction goals, which represent the “voice of customer†and generate the project (problem). Then the problem should be decomposed into several sub-problems, such as cycle time, cost reduction, or defect reduction. After this process defect will be defined for each sub – problem.
As we see identification of CTQ and defining problems are often reasons for starting the Six Sigma project. Define phase is very important because Six Sigma distinguishes itself from other quality improvement programs immediately in this step, but it is often a difficult task to identify the problem, it is not always obvious, in fact in some process the problem which is related to CTQ may be ill-define or maybe hard-define so the problem and its situation cannot be defined and decomposed correctly. Also for defining defects, there is a strong need for a more disciplined and rigorous approach to map out the current state of the process and for determining the interrelationships of functions. TRIZ’s problem defining tools are suitable tools to satisfy this need.
When the complex problems are solved with ARIZ some analytic tools like ISQ, problem formulation, function analysis and Ideal Final Result (IFR) can be used to define the problem correctly and decompose it to some sub problems in mini problem format, the mini problems are obtained from the problem situation by introducing the restriction: Everything in the system (process) remains unchanged or becomes less complicated, as a required action (or property) appears or a harmful action (or property) disappears.
This approach can be used in Six Sigma methodology. At first a special ISQ should be designed for Six Sigma process to define the situation, and then a formulation technique like IWB software and function analysis is used to define and understand all of the process functions and the relations between them, with this approach the problem can be defined correctly and decomposed to some sub goals (sub problem) and then IFR is defined for each of them.
On the others hand Six Sigma methodology always focuses on one or two CTQs, which have more effects on voice of customer and can satisfy it better than the others, Six Sigma cannot focuses on more than two CTQs because of conflict between them so it would be perfect focus on one of them and improves it. Also applying contradiction solving techniques focused on more than two CTQs to improve all of them at the same time can be possible.
3-2- The Measure Phase:
The second phase includes information review and data collection to measure how the system currently performs, in this phase quantify the current process was sought. The output of the process is known as the “Y†response. Y measures as attribute which is important to the customer. Y is thus dependent on a set of independent input variables. Each input is know as an “X†variable, in ideal situation the relationship between the X’s and the Y should be defined as follow:
Y = f(X1,X2,X3,…,Xn)
As we see in Measure phase quantifying every factor which CQT is sensitive to them is very important, on the others hand if we want to improve a factor we must be able to measure it, The Master Black Belt quickly learns that “if you can not properly measure it, then you cannot improve it.†This is a key tenet of Six Sigma. But in every process some factors cannot be measure or accurately measuring of them is very expensive or laborious, so there is need for some inv entive solution that help to measure these factors easily in lower cost and time. In this case class 4 of 76 Standards Solution for creating the new system of measurement or improve and enhance our current measurement system can be used.
From our point of view the follow standards can be helpful more than others in 4th class:
Ø Standard 4.1.2: Applying Copies
Ø Standard 4.1.3: Measurement as two (or more) Consecutive Detections
Ø Standard 4.2.2: Complex Measurement Su-Field Model
Ø Standard 4.5.2: Direction of Evo lution
3-3- The Analysis Phase:
The third phase involves statistical analysis of the data to understand the interrelationship of variables and how they affect quality. The goal of the analysis is to find correlations between the variables, and thereby get closer to identifying which X variables might truly be vital to the Y response. In a fact we can say that the analysis phase try to answer the following question:
· Do combinations of variables affect Y?
· If we change an X input, do we really change the output Y?
· If I change an Xa input is there any effects on other Xs?
· How much can we change an Xa according to other Xs?
After analysis variables which CQT is sensitive to them, we will see that changing some of them without attend to some another is impossib le, because of their interrelationship, in this situation some of the Master Black Belt try solve this kind of problems with using statistics and optimization techniques like mathematical modeling and solving some linear or nonlinear programming but using TRIZ tools is better for formulate these sub problem(s) in contradiction model and find the conflict zones in each stage of process and then focus on them and solve the root of contradiction instead of compromise , in this situation all of process problem should be translated into contradiction with technical system parameters, using new matrix 2003 with new parameters which is create contradiction can be very useful ,from our point of view for finding process contradiction it is better that it was focused on the yellow parameters (Efficiency Related Parameters) first and then grey (Manufacture/Cost Reduction Parameters), blue (ility like reliability, durability, etc Related Parameters), pink (Measurement Parameters) and green (Physical Parameters), if contradiction parameters cannot be found among these 50 parameters, thinking by analogy can be useful for example: “Weight†or “force†might represent “resistance to changeâ€, and at end if contradiction parameters was be hidden yet, all 40 inventive principle s should be used in random order. According to physical contradiction:
1- “Separation In Timeâ€: Is factor A or Anti-A necessary every time during the process?
2- “Separation In Placeâ€: Is factor A or Anti-A is necessary everywhere during the process?
Are prior to others.
3-4- Improve Phase:
In the fourth phase we try find the best way to achieve the best quality, the know technique for achieving this goal are Designed Experiments and Brainstorming. Specifically, combinations of different “setting†for X variables are selected, and the output Y is observed for each combination. This might show that some X’s initially thoughts to be vital to Y are actually not vital.
As we see the improve stage of six sigma is often limited to design experience or brainstorming and although both are good tools they lack the systematic approach, Six Sigma is often highly focused on the process and may miss the wider view of the system, for achieving better result some systematic tools of TRIZ like 9 screens and Laws of system evolution should be used for each stage of the process to improve them direct to Ideality; it should be noticed that all process is made of some systems (assume each stage of process as system).from our point of view the below Laws is more effective for the process:
Ø Evolution toward increased involvement of resources
Ø Evolution toward increased dynamism and controllability
Ø Evolution with matching and mismatching elements
Ø Evolution toward decreased human involvement
It may be better that some of our sub problem was redefined in this phase according to solutions of other sub problem in analysis phase and Laws of system evolution, with this approach we can achieve the best setting for X variables.
3-5- The Control Phase:
The fifth phase puts in place the controls to maintain quality in every situation. In this phase we try answer this question: what must be in place to keep the process working correctly even when things change? As we see there is need to be able to predict all of the possible way of failing the modified process, we should find and solve the root of these problems.
According to TRIZ tools “Anticipatory Failure Determination (AFD†is a power full method for analysis and prevention of design failure modes, with using this method
we will be able to:
Ø Thoroughly analyze given failure mechanisms
Ø Obtain an exhaustive set of potential failure “scenarios”
Ø Develop “inventive” solutions to prevent, counteract, or minimize the impact of the failure scenarios
4- Conclusion:
There are five distance ways that TRIZ tools can be injected within the implementation of Six Sigma:
Ø The first injection of TRIZ tools can be in the early position of entire Six Sigma initiative and define phase as a tool to help identify CTQ and define the correctly problem on which Six Sigma might be applied.
Ø The second injection of TRIZ tools can be in measure phase as a tool to assist the creation or enhancement of the measurement system.
Ø The Third ?injection of TRIZ tools can be in the analysis phase as a tool to help the definition and solving the contradictions between variables, which CTQ is sensitive to them.
Ø The Fourth injection of TRIZ tools can be in the improve phase as a tool to help the improvement each stage of the process systematically direct to ideality.
Ø The Fifth injection of TRIZ tools can be in the control phase as a tool to help predict the way of failing and solve its root cause.
5- Discussion:
Next Step : Think about integration of DMAIC methodology with ARIZ to achieve the new structured algorithm for inventive quality improvement. Is it necessary?

6-About Author:
Amir is an Industrial Engineer graduated from Tehran polytechnic, He has spent 4 years in research about Quality Management techniques specially Six Sigma, DFFS and QFD. He came across TRIZ 3 years ago. He has attended several courses run by Prof. Zinvokina (TRIZ Master). He has used TRIZ to solve many real problems; Amir is among the few people who have tried to develop TRIZ knowledge and establish TRIZ base in different industries such as chemical and petrochemical in Iran.
7- References:
1. Cook J., “Six Sigma of Separation: Comparing Business Improvement Practicesâ€, Value World, Volume 22, Number 1, Spring 1999.
2. Zlotin B., Zusman A., Altshuller G., Philatov V.: “TOOLS OF CLASSICAL TRIZ.†Ideation International Inc., 1999
3. Ph.D. Stan Kaplan, S. Visnepolschi, B. Zlotin, A. Zusman: “NEW TOOLS FOR FAILURE & RISK ANALYSIS. An Introduction to Anticipatory Failure Determination (AFD) and The Theory of Scenario Structuring.†Ideation International Inc., 1999
4. Ph.D. Domb E., “Using TRIZ for Creativity in Six Sigma Managementâ€, APQC Presentation
6. Mann D.L., Dewulf S., Zlotin B., Zusman A., “Matrix 2003: Updating the TRIZ Contradiction Matrixâ€, CREAX Press, 2003.
7. Tennant G., “TRIZ for Six Sigmaâ€, E-book, Mulbury Six Sigma, 2003.