
Centrality of ‘Steering Language’ to problem solving Trends of evolution case study: The development of heat induction system

Editor | On 18, Feb 2006
By: Ahmad A. Abdalla, Sulieman M. Zobly
Ahmad A. Abdalla
South-Westphalia University of Applied Sciences
Luebecker Ring 2
59494 Soest, Germany
Tel.: +49 (0) 2921 378414
Fax: +49 (0) 2921 378404
Email: aabdallah05@gmail.com
Sulieman M. Zobly
Institute of Nuclear Medicine, Molecular Biology and Oncology
University of Gezira
P.O. Box 20
Madani, Sudan
Tel: +249 (0) 5118 43232
Fax: +249 (0) 5118 46640
Email: sulieman16@gmail.com
Abstract:
The use of steering language to formulate problems is an imperative step in the direction of problem solving. At the one hand it stimulates the problem constructor to analyze thoroughly and creatively in order to structure the problem in a communicable and comprehensible form. On the other hand steering language is key trigger for solution directions and the identification of the knowledge base tools to be implemented. This paper extends the application of the problem construction model [Abdalla et al 2005] to include a solution transition stage. It shows the centrality of the steering language terms and symbols in the problem diagram to problem solving process. The example is an implementation of the technological evolution trends. The trend of using more fields for heat treatment and temperature measurement.
Introduction:
A small sized company in Germany is the traditional supplier of an international medical equipment supplier with hardened steel for the purpose of manufacturing surgical blades. A competitor company has approached the international supplier with an offer to provide better quality material (steel) to manufacture surgical blades. Discussions between the company and the international supplier revealed that the hardening process of the new proposed material shall fit the specifications provided
in Figure 1 below; other specifications are related to selective hardening in both width (along the surface) and depth of the workpieces.

Using its current system, the company faced serious problems in achieving the quality and specifications that the customer required. Realizing the grave consequences in financial and market aspects, the company turned to consultants in innovation management (the innovation studio in South Westphalia University of Applied Sciences, Soest-Germany) in an effort to find a quick solution. The innovation studio conducted several meetings with the company engineers and metallurgists in order to understand the company’s current system and the new requirements. The following sections provide more details to the situation.
Background:
Surface hardening is a widespread technique to improve the mechanical characteristics of different work-pieces, so as to provide a treated layer (called martensite layer) on specific area of the material, to increase hardness and wear resistance, to meet the manufacturing needs. Hardening materials methods are used to change the properties of the material, hardening the material pass through two steps, in the first step the material is heated up to degrees above the critical point, then the temperature is kept in that high range for enough time to change the structure of the material, the second step is to cool the material to low temperatures by using coolants like water, oil, air or chemicals The company uses a furnace system to treat steel for the purpose of manufacturing surgical blades. Figure 2 shows a similar system to that used in the company. A block diagram is shown in Figure 3. The company system consists of four heating units that are arranged in a series with maximum reachable temperature for each stage.

Treatment Process
To heat treat workpieces, the company uses a four stage as shown in Figure 3. The workpieces are transferred mechanically from one stage to the next. The first stage is capable of heating up to 950°C, the second stage can heat up to 1080°C , the third stage can heat up to 1125°C and the fourth stage can heat up to 1065°C. The temperature of the workpieces is raised by the Resistances, whose heat is radiated to surrounding heating elements, to the prescribed level during the ramp-up phase (Figure 1) then the temperature is held for sometime to allow the energy radiated to the workpiece surface to conduct throughout the workpiece to achieve equilibrium temperature and facilitate metallurgical changes which are time dependent. After this high temperature bath, the workpiece temperature is rapidly decreased in a process phase known as quenching. A wide range of the metallurgical properties of the metal can be achieved with small variation in temperature- time profiles this the cooling time is very critical to achieve the desired properties of strength and hardness while avoiding brittleness. The lifetime of the intensively quenched workpieces made of
plain carbon steel proved to be 50% – 800% longer than parts made of alloy steel and quenched in conventional ways [IQ Technologies, 2002] . After quenching is achieved a second cycle of heating and cooling at lower temperatures are used to temper the workpieces. Tempering is used to adjust the toughness against strength parameters of the workpieces.
The company uses oil as the cooling material to achieve quenching.

The total power rating of the system is 45 kW and the length is about 7.6 m. Company main problems
The main problems that the company is facing in fulfilling the customer’s requirements, where the competition is playing a role, are the following:
1. The competition is offering “Intensive†quenching (within 3 seconds) which provides significant part lifecycle improvement due to improved mechanical properties and the presence of beneficial compressive stresses on the surface of the workpieces. Intensive quenching requires much faster cooling rate.
2. The customers are asking for varied depth (in the material) as well as width (along the surface) treatments for the workpieces.
Applying the problem construction method:
In this section, the problems of the company are analyzed following the guidelines of the problem construction model [Abdalla et al 2005] , as follows:
System diagnosis: identify the useful function/s “goals†and harmful functions of the system:
1. The main useful functions (goals) of the system are:
a. System “heat treat†steel stripes. (Main Useful Function “MUFâ€)
b. System increase strength and hardness of steel stripes by accurately calibrating the cooling speed and temperatures of the workpieces. This will be referred to as “System performs intensive quenchingâ€
c. System treats workpieces to selective depth and width. “System conducts selective heatingâ€
2. The harmful functions (perceptions) of the problem situation have been achieved by interviewing the company engineers and metallurgists. Next to each perception a concise subject-verb-object form is formulated:
a. The system uses resistance heating (electric resistance heats a heating element) to produce heat to be radiate to the surrounding environment where the workpiece is located. The process takes some time to reach the required temperature . Here lie three perceptions:
i. “System heats the resistancesâ€, (not the workpiece)
ii. “Resistances radiate heat†and
iii. “Heat radiation takes more than 3 secondsâ€
b. When the workpiece is in the system, it is not possible to have the heating elements radiate heat to one part of the workpiece and hold heat from reaching the remaining parts. This is a selective heating problem. “Resistances heat the whole workpieceâ€.
c. The system uses resistance heating and radiation, the efficiency of radiation is not high enough for the workpiece to absorb all the radiated heat, thus there is energy wasted which incurs additional costs and wasted energy. Two perceptions:
i. “Workpieces do not absorb all radiated heatâ€
ii. “System consumes more powerâ€
d. Time is the only factor by which the operator can try to control how far deep the heat can penetrate the workpiece, this is not accurate. “Depth heating is not accurateâ€
e. System uses oil for quenching. The process is not fast enough (more than the 3 seconds required by the customers) to achieve the material characteristics that both preserve strength and hardness of the treated parts. Two perceptions “Quenching takes long time†and “Oil cools workpieceâ€
Functional correlation
This is where the problem perceptions are correlated with the system useful functions, objectives and goals. This is done with the aid of the Interpretive Structural Modeling (ISM) tool (Donna 1999). Usually the process of functional correlation is performed through an exercise that identify the existence of a relationship (good or bad) between the perceptions and the system goals and functions. This tool helps in managing the ideas (functions and perceptions are treated as ideas). Relationships
can be identified by the problem constructor and displayed by the tool in a graphical form with a line connecting the perception to the relevant function/goal. In this case study, as shown in Figure 4, all collected perceptions are relevant for further analysis.

Dynamic elimination:
The purpose of this stage in the problem construction model is to identify the causes from the effects. In this example the problem construction model is implemented in an advanced mode i.e. more than one effect is allowed to be identified in the same elimination cycle. Previous applications show detailed steps of implementing the dynamic elimination process see Abdalla et al (2005 b).

Steering Language: a transition to the solution stages
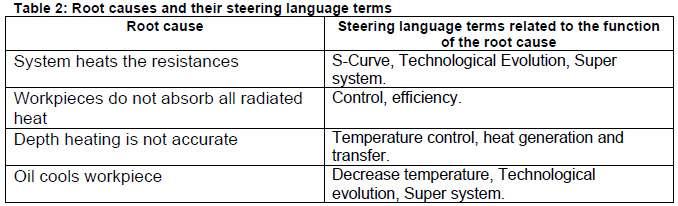
The above table can be reduced to include four major perception or key ideas regarding to where the problem is as shown in Table 2 below. The table also includes the steering language terms that are related to the functions of the identified root causes in the system.
The idea behind identifying steering language terms is to identify possible solution directions and have the problem solver think more about the meaning of each perception for the problem. This will also lead to the identification of the knowledge base tools to be used to achieve such solutions. To better comprehended how such steering language terms can be formulated, it is imperative to think in terms of the functions the subject (in the root cause statement) provide to the system. Let us take
the first root cause as an example how its steering language terms are attained:
The subject in the root cause “System heats the resistances†is the system; its function is to heat the resistance. This heat is radiated to the workpieces…go on … until the end of the process. The root cause is about the core concept of the functionality of the system and not about any of its parameters.
If the core principle by which the system provides its function is a root cause for the problems, then changing the principle is an immediate possibility one thinks of. It is very similar to
saying that the problem is in “engine burns fuel†to drive the car. If the problem in the principle of how the engine works, then one will think about a different solution, another principle, say instead of fuel one thinks of electricity, water, air, etc.
One good technique of identifying steering language terms is to ask the subject in the root cause why he is doing what he is doing? Let the subject answer the question, and let him elaborate as much as he can!
Why do you (the system) heat the resistance? We put ‘the expert’ in the place of the system and ask him to answer for the system. For an expert, who has enough knowledge about the system, its parameters, working principles, environment, etc., this is a straight forward task. The system will answer back “because I want to heat the workpiece, this is the way I do work, I have no other choice†probably this rings a bell for TRIZ people; the system is talking about his limits. The system can’t do better; it has to heat the resistance in order to heat the workpiece. Thus steering language terms are those related to the limits of the system and its developments i.e. Technological evolutions
(to identify possible evolution), S-Curve (to identify opportunities for new s-curve which is also part of the technological evolutions), super system (to identify new alternative solution to provide the function of the system).
To derive the steering language for the cause “Workpieces do not absorb all radiated heat†the subject “workpieces†are asked “why are you not absorbing all radiated heat?â€
Answer: “not all the heat is coming to us, we have no means of collecting the heat, we are not available every where the heat goesâ€. This answer is related to control: the workpieces can’t control the radiated heat (direction and amount); it is also related to efficiency, the workpieces are not efficient in collecting all the radiated heat. Thus control and efficiency are steering language terms for the cause “Workpieces do not absorb all radiated heatâ€.
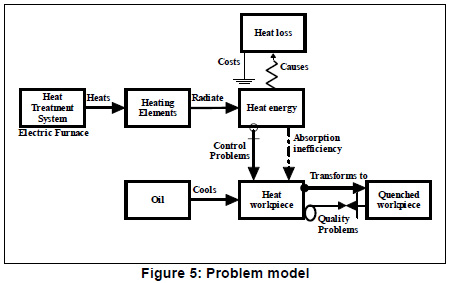
Problem diagram
From the previous analysis the problem can be represented in a block diagram that is intuitive enough to identify the root causes as shown in Figure 5.
Developing solution concept
From the previous problem construction stages the situation is transposed into a set of causes and there steering language terms. These, together with the problem model, are the guidelines for the solution concept/s generation. A useful tool in this context is the morphological box. This tool is helpful whenever the situation involves more than one option as a solution direction for one or more of the identified causes affecting the problem. The task is to identify the possible alternative solution directions for each cause, list these alternatives of directions together in a table and
pick a concept for further testing and analysis or the concept that meets the criteria that the problem solver impose. The process is further explained for this case study in Table 3. The alternatives in the morphological box are identified by considering the TRIZ knowledge base as explained below.

To overcome the cause “System heats the resistances†look at the steering language terms, these are: Technological Evolutions (including the s-curve development) and Super system. These leads are pointing out whether there are possible developments to the system (s-curve and technological evolution) or whether we need to look for the super system to find a new alternative solution to deliver the function.
• The s-curve possibility (the s-curve analysis is one trend of the technological evolutions namely “Stages of Evolution of a Technological Systemâ€) demands examining the different parameters and component of the system and see whether they are developed i.e. checking the heating elements (number of elements, material, temperature operability, life time, form stability, weight, etc.), system design (size, shape, furnace room, workpiece handling, etc.), system power, system materials, etc. clearly these are issues that are of interest to the manufacturer of the system, the company who uses the system will not be able to changes in these things.
• For the remaining Technological Evolution Trends, they are scanned in order to identify possible solution direction, in this case the Ideality, controllability and use of fields trends are relevant to the example under study:
o Evolution toward increased ideality: this trend is related to reducing harms and increasing benefits. In the system, the harms are related to wasted heat (extra power wasted); time spent in heating up the resistance then the resistance heats up its heating element (usually the resistance is the core of the heating element) and then radiating this heat to the workpieces, time spent in transferring the workpiece from one stage to the next, time required to reach certain depth within the work piece; evaporated oil that is used for cooling. The harms, to be minimized, are summarized in (waste in energy, waste in time, and waste in oil). Benefits to be increased are (controllability of radiated ‘transferred heat’ heat, efficiency in absorbing radiated heat). This Ideality analysis provides further arguments for the s-curve development above.
o Evolution towards increased dynamism and controllability: to achieve increase in controllability and dynamism we turn to TRIZ to see the methods of transferring energy “through mechanical, thermal, radiation, or electric deformationâ€. TRIZ suggests, among others, the following:
(Radiation; Thermal conductivity; Convection; Light reflection; Electromagnetic induction; Superconductivity) [Terninko et al 1998 p. 157] .
o Evolution toward micro-levels and increased use of fields: According to Figure 6, the current system can be categorized to be in the stage of “use of atomic level†i.e. using electrons for electric current and radiation from hot atoms. This trend suggests that, for this example, the most developed form of producing heat and measuring this heat is by using fields. Checking the Technological Effects and Phenomena [Ideation1999] we find that in order to increase temperature, TRIZ suggests, among others, the following: Electromagnetic induction; Electric arc; Absorption of radiation by substances; Heat radiation. Additionally, in order to measure temperature TRIZ suggests, among others, the use of: Thermoelectric emission; Radiation spectrum; Electrical resistance [Terninko et al 1998] .

wasted heat (extra power wasted); time spent in heating up the resistance then the resistance heats up its heating element (usually the resistance is the core of the heating element) and then radiating this heat to the workpieces, time spent in transferring the workpiece from one stage to the next, time required to reach certain depth within the work piece; evaporated oil that is used for cooling. The harms, to be minimized, are summarized in (waste in energy, waste in time, and waste in oil). Benefits to be increased are (controllability of radiated ‘transferred heat’ heat, efficiency in absorbing radiated heat). This Ideality analysis provides further arguments for the s-curve development above.
o Evolution towards increased dynamism and controllability: to achieve increase in controllability and dynamism we turn to TRIZ to see the methods of transferring energy “through mechanical, thermal, radiation, or electric deformationâ€. TRIZ suggests, among others, the following:
(Radiation; Thermal conductivity; Convection; Light reflection; Electromagnetic induction; Superconductivity) [Terninko et al 1998 p. 157] .
o Evolution toward micro-levels and increased use of fields: According to Figure 6, the current system can be categorized to be in the stage of “use of atomic level†i.e. using electrons for electric current and radiation from hot atoms. This trend suggests that, for this example, the most developed form of producing heat and measuring this heat is by using fields. Checking the Technological Effects and Phenomena [Ideation1999] we find that in order to increase temperature, TRIZ suggests, among others, the following: Electromagnetic induction; Electric arc; Absorption of radiation by substances; Heat radiation.
Additionally, in order to measure temperature TRIZ suggests, among others, the use of: Thermoelectric emission; Radiation spectrum; Electrical resistance [Terninko et al 1998] .
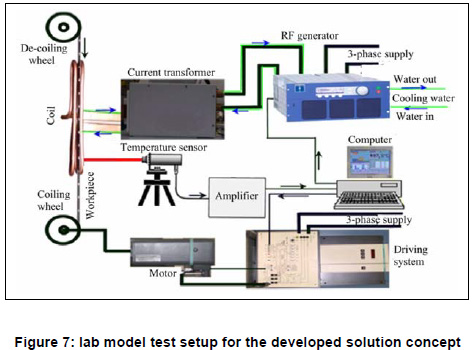
The experiments conducted from the setup in
Figure 7 proved functional to achieve the requirements of the company customers as shown in Figure 8 for the time and temperature and in Table 4 for the treated depth of the workpiece for different RF frequencies.


The cooling stage is left to be implemented within the company premises. It entails the setup of fixed water piping, sprayers, housing and mist extraction.
Conclusion
Heating by electromagnetic induction is known long time ago. The implementation of this example is an educational asset for TRIZ practitioners and the interested community. Despite its basic idea of implementing the “more use of fields†trend, the example also shows that another trend is also implemented: the trend of controllability. Selective heating of workpieces and the depth of heating are achievable with distinction compared to the previous system.
The diversified knowledge and abilities of individuals make it necessary to use media that is communicable and comprehensible. The problem construction model provides this media of steps (functional correlation, dynamic elimination), steering language, problem diagram, and the transition to the solution stage. Problem identification and solving is hard work that requires creativity, in this context creativity is stimulated by restrictions. Restrictions to find steering language terms that translate the perceptions to knowledge base tools. Another creativity aspect is asking the subject in the perception to answer why he is doing what he is doing. An expert who fully understands the functions, limits and parameters of the subject is recommended to answer for the subject with as much elaboration as possible. Note that when the problem constructor is using the model he is far away from reverse engineering i.e. having the solution concept in mind and trying to match a combination from the contradiction matrix to fit his concept.
The use of the morphological box can contribute to the identification of the solution concept in many ways. First in the case of the availability of the same solution direction under more than one cause is a clear indication of its applicability e.g. the electromagnetic induction was identified as a solution option for both “System heats resistance†and “workpieces do not absorb all radiated heatâ€. Second it provides a wealth of ideas and combinations to choose from for developing a solution.
From this example we can extract a general rule for solution direction, when the problem is related to the core principal of the system function then trends of technological evolutions and scan for super-system variants are good solution directions.
References:
1. Abdalla, A., Bitzer, B. and Morton, D. (2005).Knowledge representation and the correlation between problem analysis and the solution knowledge domain: Research and recommendation for standards in the TRIZ methodology. In proceedings of the XVI ISPIM Annual Conference: “The Role of Knowledge in
Innovation Management” Porto, Portugal, 19-22 June.
2. Donna M.L (1999). Structured decision making with Interpretive Structural Modeling (ISM): an analysis & decision-making method & tool for individuals and groups. Sorach Inc. Ontario Canada.
3. Ideation International Inc. (1999). Tools of Classical TRIZ.
4. IQ Technologies, Inc. (2002). IntensiQuenchSM Process Theory and Applications. [Online] available:
http://www.intensivequench.com/IQTheoryandApplications.pdf [Accessed 26 March 2005]
5. Terninko, J., Zusman, A., and Zoltin, B. (1998). Systematic Innovation: An Introduction to TRIZ (Theory of Inventive Problem Solving). St. Lucie Press. Boca Raton.
6. Zobly, S. (2005). Designing Induction Heating System for Stainless steel Hardening and Quenching. Unpublished master thesis. University of Bolton, Bolton – UK and South Westphalia University of Applied Sciences, Soest – Germany. March 2005.